گزارش تحلیلی شرکت فولاد کاوه جنوب کیش (کاوه)
محتوای این گزارش درباره شرکت فولاد کاوه جنوب کیش به تنهایی برای انجام سرمایهگذاری کافی نیست.شرکت مشاور سرمایهگذاری معیار هیچ گونه تضمینی در مورد سرمایهگذاری ارائه نکرده است. در این گزارش به هیچ وجه نباید به دنبال ارائه راه حل سرمایهگذاری، پیشنهاد معامله و یا ایجاب برای خرید و فروش هر گونه اوراق بهادار و سایر ابزارهای مالی بود.
اطلاعات و فرضیات این گزارش ممکن است در هر لحظه تغییر کند بنابراین شرکت مشاور سرمایهگذاری معیار مسئولیتی در رابطه با بروزرسانی آنان نمیپذیرد.
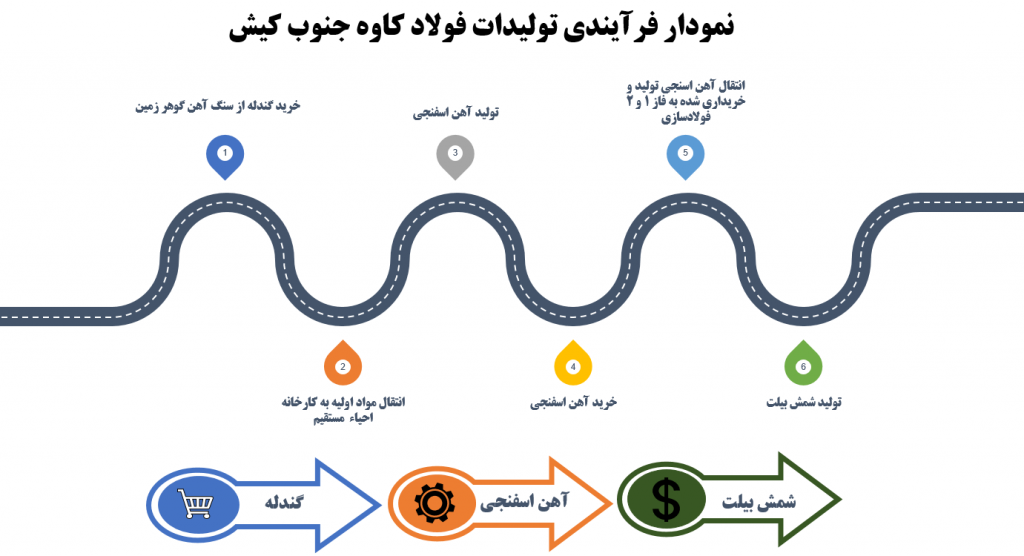
این واحدها یکی از بخش های میانی فرآیند تولید فولاد به حساب می آید و از اهمیت ویژه ای برخوردار است. در این واحدها، با استفاده از گاز احیایی، گندله سنگ آهن، احیاء و به آهن اسفنجی تبدیل می شود . آهن اسفنجی تولیدی نیز جهت شارژ به کورههای قوس الکتریکی بخش فولادسازی ارسال می شود. شرکت فولاد کاوه جنوب کیش مجهز به دو واحد احیای مستقیم به روش میدرکس و با ظرفیت 1.8 میلیون تن است که از سال ۱۳۹۰ و ۱۳۹۱ عملیات بهرهبرداری از آنها آغاز شده است. در فرآیند میدرکس، گندله سنگ آهن تولید شده در واحدهای گندله سازی پس از سرند شدن و پوشش دهی سطحی با آهک به کمک نوار نقاله به مخزن تغذیه بالای کوره ارسال و از طریق آن به طور یکنواخت در داخل کوره احیای مستقیم توزیع می شود. کوره احیا از نوع استوانه ای و از دو بخش فوقانی و تحتانی تشکیل شده است .
قسمت بالایی کوره در واقع منطقه اصلی احیاست که در آن گندله توسط جریان گاز احیایی متشکل از هیدروژن و منواکسید کربن، احیاء می شود. گاز احیایی تولید شده در ریفورمر، با دمایی بین ۷۸۰-۸۷۰ درجه سانتیگراد بسته به نرخ تولید و نوع گندله وارد قسمت فوقانی کوره شده و ضمن حرکت به سمت بالا با گندلههای اکسید آهن، که در جهت عکس جریان گاز از بالای کوره به سمت پایین در حرکت هستند، برخورد کرده و اکسیژن موجود در گندله سنگ آهن را گرفته و باعث ایجاد تخلخل در گندله می شود. به محصول این فرآیند، آهن اسفنجی گفته می شود. این محصول که دمای بالایی دارد، در قسمت پایینی کوره توسط گاز طبیعی خنک شده تا به دمای محیط می رسد و در نهایت از کوره خارج شده و به مصرف فولادسازی فرستاده می شود.
دومین قسمت هر واحد میدرکس را رآکتور تولید گاز احیایی یا ریفورمر تشکیل می دهد که در این رآکتور مخلوط گاز طبیعی و گاز برگشتی از کوره در محدوده ۱۰۷۰ – ۱۱۰۰ درجه سانتیگراد و در حضور کاتالیزور به گاز احیایی تبدیل می شود. جهت تامین حرارت مورد نیاز برای فرآیند شکست گاز، مشعلهایی در قسمت تحتانی ریفورمر تعبیه شده است. سوخت مشعلها مخلوطی از گاز برگشتی از کوره و گاز طبیعی است. گازهای حاصل از احتراق در ریفورمر توسط داکتهایی جمع آوری و پس از خروج با دمایی بین ۱۰۷۰ – ۱۱۰۰ درجه سانتیگراد به بازیاب کننده حرارتی یا ریکوپراتور هدایت میشوند
ریکوپراتور در واقع سومین قسمت اصلی فرآیند میدرکس است. در ریکوپراتور شبکههایی از لولههای فولادی به نام تیوب باندل قرار گرفته است که به صورت مبدل حرارتی عمل می کند و در آنها از حرارت گازهای ناشی از احتراق برای پیش گرمایش هوای مصرفی در مشعلهای ریفورمر، گاز طبیعی و گاز برگشتی از کوره استفاده می شود. گازهای حاصل از احتراق پس از مبادله حرارتی در ریکوپراتور، از این قسمت خارج و از طریق دودکش اصلی به هوا تخلیه می شوند.
- واحد نسوز
واحد نسوز عملیات نسوزکاری کوره قوس، پاتیل ها، تاندیش ها، سیستم های خروج مذاب از پاتیل (LG_21) و تاندیش (CNC) را انجام میدهد و در حین تولید کنترل و بازرسی مستمر از این قسمتها را برعهده دارد.
- واحد تامین و حمل
واحد تآمین مواد اولیه مواد شامل قسمت های آمادهسازی قراضه و تامین مواد افزودنی و فرو آلیاژها می باشد. حمل و آمادهسازی قراضه و حمل آهن اسفنجی ، آهک و کربن و فروآلیاژها و سایر مواد لازم توسط این واحد انجام می گیرد.
- کوره قوس الکتریکی
مهمترین بخش فولادسازی قسمت کوره قوس الکتریکی است. در کورههای قوس الکتریکی فولادهای ساختمانی، پرآلیاژ، پرکربن، کم کربن و و فولادهای پر استحکام و غیره قابل تولید میباشند. فولاد سازی فاز یک شرکت فولاد کاوه جنوب کیش دارای یک کوره قوس الکتریکی HSS 210 تنی (تخلیه 170تن)جهت فولادهای ساختمانی میباشد. کورههای قوس الکتریکی بر خلاف کورههای القایی قادر به مصرف آهن اسفنجی با درصد بالا میباشد. ولی معمولاَ برای ایجاد حمام مذاب اولیه در این کورها درصد مشخصی قراضه (حدودا 2 درصد کل شارژ فلزی) به این کوره ها اضافه می شود پس از ایجاد حمام مذاب، شارژ آهن اسفنجی و آهک همزمان با قوس الکتریکی و دمش اکسیژن و گاز طبیعی و کک توسط جت برنرها اضافه میگردد. در کوره قوس با تزریق اکسیژن، کک و آهک به مذاب ،سرباره پفکی ایجاد میشود که سرباره پفکی علاوه بر پوشش قوس و حفظ پایداری آن و افزایش راندمان انرژی از خوردگی شدید نسوز جلوگیری کرده و همچنین به تصفیه قوس بویژه به فسفرزدایی در کوره کمک میکند بنابراین کنترل و حفظ سرباره پفکی با بازیسته مناسب در کوره ها بسیار مهم است.تزریق اکسیژن و کربن به همراه گاز طبیعی توسط جت برنرها یک فرآیند گرمازا بوده و مصرف و پرتن مصرفی انرژی را کاهش میدهد. میزان مصرف انرژی الکتریکی در واحد کوره قوس فولادسازی فاز یک با ترانس MVA170و ماکزیمم توان MW145، حدوداKWH/TON 650 میباشد. بطور کلی مواد اولیه مورد استفاده در کوره قوس الکتریکی عبارتند از:
الکترودها، مواد نسوز، قراضه و آهن اسفنجی، بریکت، آهک، دولومیت، کک، فروآلیاژها و سایر افزودنی ها
پس از آمادهسازی در کوره قوس الکتریکی و متالوژی اولیه و رساندن مذاب به دمای حدود 1620 تا 1640 درجه سانتیگراد، مذاب کوره درون پاتیل تخلیه شده و به قسمت کوره پاتیلی ارسال میگردد.
- کوره پاتیلی
مهمترین اهدافی که در کوره پاتیلی جهت تصفیه فولاد مذاب دنبال میشود عبارتند از :
آلیاژ سازی، همگن کردن مذاب (از نظر دما و ترکیب شیمیایی) توسط گاز خنثی آرگون یا نیتروژن است که به این عملیات متالوژی ثانویه می گویند.، گوگرد زدایی، اکسیژن زدایی، اصلاح یا حذف آخالهای غیر فلزی متالوژی ثانویه بر اساس دو موضوع کیفی و اقتصادی پایه گذاری می شود.
نوع کوره پاتیلی باز و حرارت تحت اتمسفر انجام شده و همزنی مذاب توسط گاز خنثی صورت میپذیرد و همانند کوره قوس الکتریکی بازوهای نگهدارنده الکترود با مقاومت الکتریکی کم و ایجاد قوس الکتریکی با مذاب با حداقل اتلاف انرژی ساخته شدهاند. میزان مصرف انرژی الکتریکی در واحد (LF) فاز یک فولادسازی در تراتسMVA30 و ماکزیمم توانMW22 و KWH/TON65میباشد.
واحد کوره پاتیلی دارای نقش واسطه ای مابین واحدهای ذوب و ریخته گیری مداوم برای تضمین ریخته گری مداوم (سکوئینس) میباشد . مواد اولیه مورد استفاده در این قسمت عبارتند از : آهک، کک، سایر سرباره سازهای نظیر بوکسیت و کلسیم آلومینات، فروآلیاژها (فروسیلیس، فرومنگنز، فروسیلیکومنگنز و …)، الکترود، گاز آرگون و وایرهایدبسته به گرید تولیدی مصرف میشودCaSi ، Al دبسته به گرید تولیدی مصرف می شود.
- واحد ریختهگری مداوم
در روش ریخته گری مداوم، فلز مذاب از پاتیل به داخل تاندیش (پاتیل میانی) و از تاندیش به داخل قالب باز در حال نوسان ریخته میشود. در این فرآیند، تاندیش فولاد مذاب کافی را برای ایجاد یک جریان پیوسته تا قالب و توزیع بین خطوط مختلف، حتی در حین تعویض پاتیلها که بصورت دوره ای و متناوب از فرآیند فولادسازی تامین و آورده می شوند، نگه میدارد.
در قالب یا کریستالیزاتور، فولاد مذاب در مجاورت دیواره های قالب مسی بدون کف ( در ابتدای استارت جهت پوشش کف قالب و هدایت شمش در طول مسیر از تجهیزی به نام شمش بدلی استفاده می شود.) که به وسیله آب سرد می شود، منجمد شده و یک پوسته جامد را تشکیل می دهد. قالب بصورت عمودی توسط میز نوسان دهنده قالب نوسان می کند تا چسبندگی لایه به دیواره قالب برطرف شود. در ادامه شمش در یک طول قوس مشخص توسط غلتک های راهنما هدایت شده تا به ماشین کشاننده و صاف کننده برسد، همانگونه که از نام آن نیز مشخص است وظیفه کشاندن و صاف کردن شمش قوس دار را در حین سکوئنس بر عهده دارد، شمش بعد از عبور از این ناحیه وارد ناحیه میز های انتقال شده و با رسیدن به ناحیه برش توسط ماشین های برش به طول مورد نظر برش داده و نهایتا وارد ناحیه تخیله شمش شده و به واحد کنترل کیفی جهت کنترل و بازرسی نهایی تحویل داده می شود.
محتوای این گزارش به تنهایی برای انجام سرمایهگذاری کافی نیست. شرکت مشاور سرمایهگذاری معیار هیچ گونه تضمینی در مورد سرمایهگذاری ارائه نکرده است. در این گزارش به هیچ وجه نباید به دنبال ارائه راه حل سرمایهگذاری، پیشنهاد معامله و یا ایجاب برای خرید و فروش هر گونه اوراق بهادار و سایر ابزارهای مالی بود.
اطلاعات و فرضیات این گزارش ممکن است در هر لحظه تغییر کند بنابراین شرکت مشاور سرمایهگذاری معیار مسئولیتی در رابطه با بروزرسانی آنان نمیپذیرد.